Definition of Positioning
Refers to determining the position of the workpiece on the machine before machining. This process is done by adjusting the relative positions of the tool and the workpiece to ensure precision and accuracy in machining.
Definition of Clamping
Refers to the process of securing a workpiece to a machine tool during machining in order to ensure smooth machining. This process is realized by tools such as fixtures, which ensure that the workpiece does not move or vibrate during the machining process, in order to ensure the quality and efficiency of the machining.
Now, we know that if positioning is not properly done, displacements may occur during machining, which can affect the precision and accuracy of the machining. Even worse, if too much displacement occurs during machining, it may make it impossible to continue machining.
Moreover, once the workpiece is clamped to the machine tool, it will be troublesome to adjust the positioning again.
Therefore, in order to better meet the process requirements, it should be positioned properly before clamping.
Now, let’s explore how to position and clamp the workpiece.
Knowledge of Positioning
Approaches to Positioning
Direct alignment
Specific operating procedures:
1. Mount the workpiece directly on the machine tool.
2. Find the correct position of the workpiece visually, verifying and correcting at the same time.
3. Adjust the position of the workpiece with a tool such as a stylus, micrometer, or scribing disk.
4. Clamp workpiece with fixtures.
Drawing alignment
Specific operational procedures:
1. Scribe the alignment line on the surface of the workpiece as required.
2. Mount the workpiece on the machine.

Fixture positioning
Directly controlled by the fixture to ensure that the workpiece is in the correct machining position on the machine and to clamp the workpiece.
Basic Principles of Positioning
Positioning from the Side of the Workpiece
The basic principle of positioning from the side of the workpiece is to follow the three-point principle.
The three-point principle refers to the positioning of the workpiece by means of a plane determined by three points that are not on the same straight line, which ensures the positional accuracy and stability of the workpiece.
When configuring the positioner, the distance between the three points for the datum should be as large as possible to increase the stability and accuracy of positioning. In addition, the direction of the machining load, that is, the travel direction of the shank or tool, needs to be confirmed in advance. Configuring the locator at the end of the feed direction can directly affect the overall accuracy of the workpiece.
Generally, bolt-type adjustable positioners are used to position the blank side of the workpiece, and fixed-type positioners are used to position the machined side of the workpiece. These positioners ensure that the workpiece is held in the correct position for subsequent machining operations.

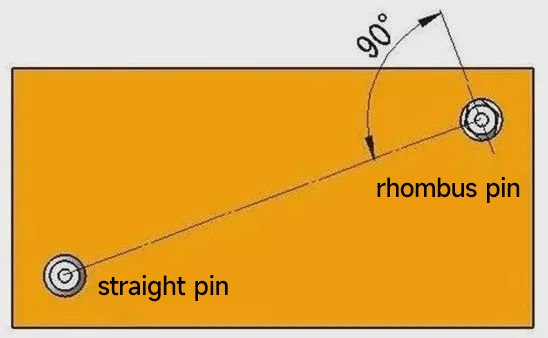
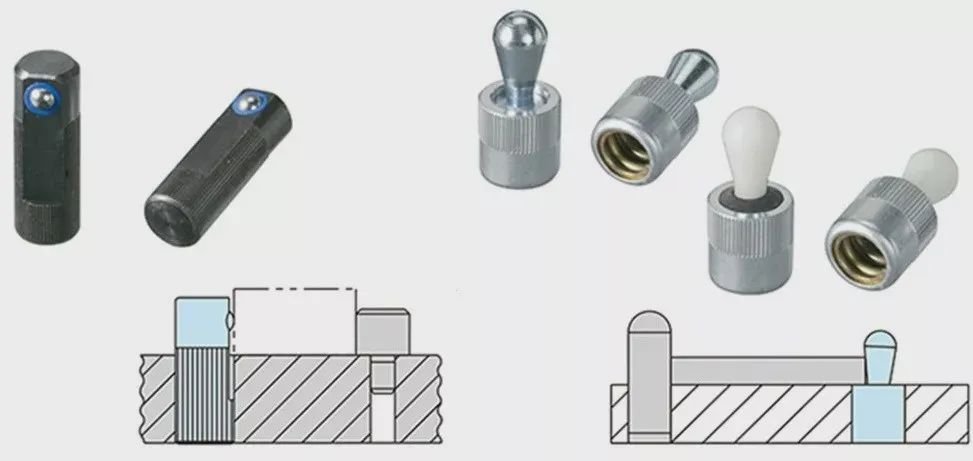
Positioning from the Hole in the Workpiece
Positioning using holes machined in the previous process of the workpiece requires the use of a pin with a tolerance for positioning. By matching the accuracy of the workpiece hole with the accuracy of the pin’s shape, the positioning accuracy can meet the actual requirements.
When using pins for positioning, it is usually most effective to use a straight pin with a rhombus pin for more accurate positioning. This not only makes it easier to mount and dismount the workpiece, but also seldom results in the workpiece getting stuck with the pin.
Knowledge of Fixture
Classification of Fixture
There are various ways to categorize the fixture, one common classification is to differentiate according to the clamping direction, which can be divided into the following categories:
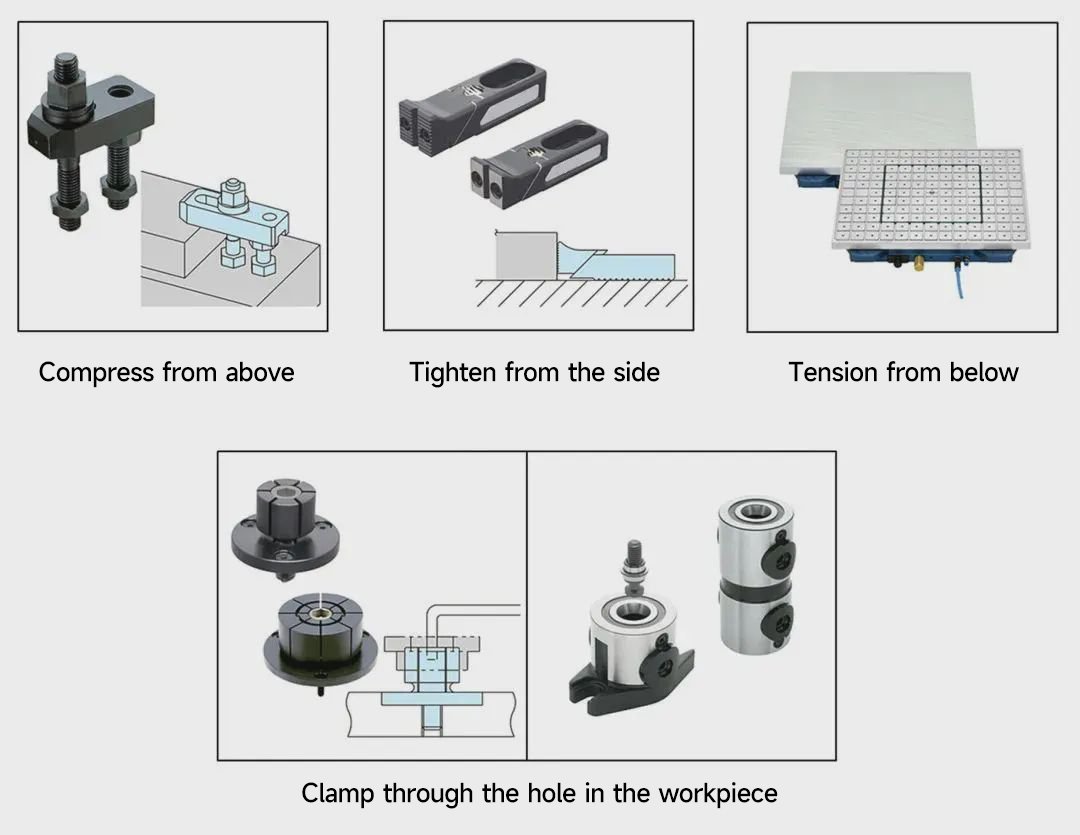
Compress from above
This type of fixture has the least amount of deformation and is the most stable in the workpiece machining. Generally, the first consideration is to clamp from the top of the workpiece, and the most common is a manual mechanical fixture, such as a loose-leaf fixture.
Tighten from the side
It is mainly used when the top of the workpiece needs to be machined, or when clamping from the top of the workpiece is not suitable. Side clamping fixtures are effective in preventing the workpiece from floating.
Tension from below
Mainly used for machining the upper surface of thin plate type workpieces, when machining this type of workpieces, it is reasonable to clamp the workpieces by pulling them from below.
Clamp through the hole in the workpiece
When using a 5-axis machine for simultaneous machining of multiple surfaces or machining of molds, this type of clamping is appropriate to prevent fixtures and tools from interfering with the machining. The hole clamping method places less load on the workpiece than clamping from the top or side of the workpiece, and is effective in preventing deformation of the workpiece.
Special type-pre-clamping
A clamping method that improves workpiece clamping operability and reduces clamping time. When a workpiece is placed vertically, the workpiece falls down due to gravity, and it is necessary to operate the clamp while holding the workpiece. Pre-clamping enables the fixture to be operated while the workpiece remains stationary, which greatly improves operability and reduces clamping time.
Especially for heavy workpieces or multiple workpieces that need to be clamped at the same time, the use of spring-type preclamping products solves the problem of long clamping times and a significant decrease in operability.
Consideration for Selecting Fixture
Properties of the workpiece
Different workpiece shapes, materials and machining demands require different types of fixtures. For example, flat fixtures are suitable for panel-shaped workpieces, while elastic fixtures are suitable for cylindrical workpieces. At the same time, the size, weight and accuracy of the workpiece need to be taken into account to ensure that the fixture is able to hold the workpiece stably and meet the machining requirements.
Machining load
Refers to the force and pressure that a fixture is subjected to during machining. Depending on the size of the machining load, the structure and material of the fixture will vary. For heavy-duty machining, fixtures with sturdy construction and wear-resistant materials should be selected to ensure stability and safety of the machining process.
Machining methods
Includes rough machining and finish machining. Rough machining has lower requirements for fixtures, and lower-cost fixtures can be selected. Finishing machining requires higher accuracy and stability of fixtures, and precision fixtures are needed to ensure the quality of machining.
Exchange time and work efficiency
The process of changing and adjusting fixtures should be easy and quick to improve productivity.
Safety
Before operation, it is necessary to check whether the fixture is fixed and the position of the workpiece is correct to avoid accidents. In the operation process, it is necessary to pay attention to the motion curve of the fixture and the tool to avoid the collision between the fixture and the tool.
Regular maintenance
As a mechanical device, fixtures require regular maintenance to keep them in good working condition. Maintenance includes cleaning the surface of the fixture, lubricating the friction areas, and checking the tightness of fixture fasteners. Regular maintenance not only extends the service life of the fixture, but also improves the stability and efficiency of machining.
Rational use
An important way to improve work efficiency. In the selection of fixtures, suitable fixtures should be selected according to the requirements of the machining task. In the installation and adjustment of the fixture, it should be operated in accordance with the instruction manual of the fixture and the machine tool to ensure the coordination and cooperation between the fixture and the machine tool. In the use of fixtures, pay attention to the observation of the working status of the fixture, timely adjust and replace the fixture when necessary to ensure the quality of machining and work efficiency.
Three Ways of Clamping a Fixture
Manual clamping
Positioning and clamping the workpiece by human power. The auxiliary time to operate manual clamping is long, which has a negative impact on productivity. On the other hand, the uncertainty of manual operation can affect machining accuracy.
However, manual fixtures are still used in many applications because of their simple design, ease of manufacture, low cost and high adaptability.
Pneumatic clamping
Compressed air as a power source to promote the clamping mechanism to clamp the workpiece, the commonly used cylinder structure is piston and membrane type. Piston cylinder is divided into fixed, oscillating and rotary according to the structure, and is divided into unidirectional and bidirectional action according to the mode of operation. The most widely used is the bidirectional fixed cylinder.
Hydraulic clamping
Replacing mechanical parts with hydraulic components, automatic positioning, support and clamping of workpieces are realized by hydraulic control. Through the selection of hydraulic components and the design of the mechanical part of the assembly together, you can get the required fixture. It has the advantages of large force, reliability, smoothness, ease of use, and is widely used in CNC machine tools, machining centers, automated production lines and other scenarios.
Summary
Positioning and clamping are two steps that need to be completed before machining.
Positioning is used to determine that the workpiece is in the correct position on the machine or in a fixture, while clamping is the operation of holding the positioned workpiece in the correct position.
Only when positioning and clamping are completed correctly, can we ensure the production of high precision parts.
CYCO, with over twenty years of experience in CNC precision machining, is able to select the correct positioning and clamping method according to your needs in order to produce high precision and high quality products that meet your requirements and expectations.
Feel free to share your ideas with us online or contact us directly now!




