If you’ve ever seen a CNC machine tool in action, you know it’s loud, hot, fast, and you can feel the vibrations in the floor next to the machine.
Getting accurate and high-quality results without overheating or damaging the equipment requires advanced machinery and proper cooling methods.
Machinists often use CNC machine coolants to mitigate the effects of overheating on cutting tools or materials during CNC machining. These coolants are effective to use as lubricants and cooling mechanisms as well as help with chip removal.
The selection, monitoring and maintenance of CNC machining coolants is critical to maintain temperature control, chip removal, lubrication and extended tool life.
What Is CNC Coolant?
CNC Coolant, an industrial fluid, is commonly used in metal cutting operations to improve efficiency.CNC machining coolant consists of special chemical additives formulated through the concentration of scientific compounds. Its main elements include animal fats, water, petroleum distillates, vegetable oils and other materials.
The application of coolant depends on several factors, including the type of machining process, workpiece material, cutting tool and cost. Coolants help to dissipate heat that may be generated during machining, produce a lubricating effect to reduce friction caused by the interface between two surfaces, flush away chips and provide protection against corrosion.
Coolants improve the ability of CNC machines to cut materials such as high-density plastics, fiberglass and metals while reducing heat buildup. Using the right type of coolant can significantly improve the performance of the machining application and the properties of the workpiece.
How Does Coolant Work?
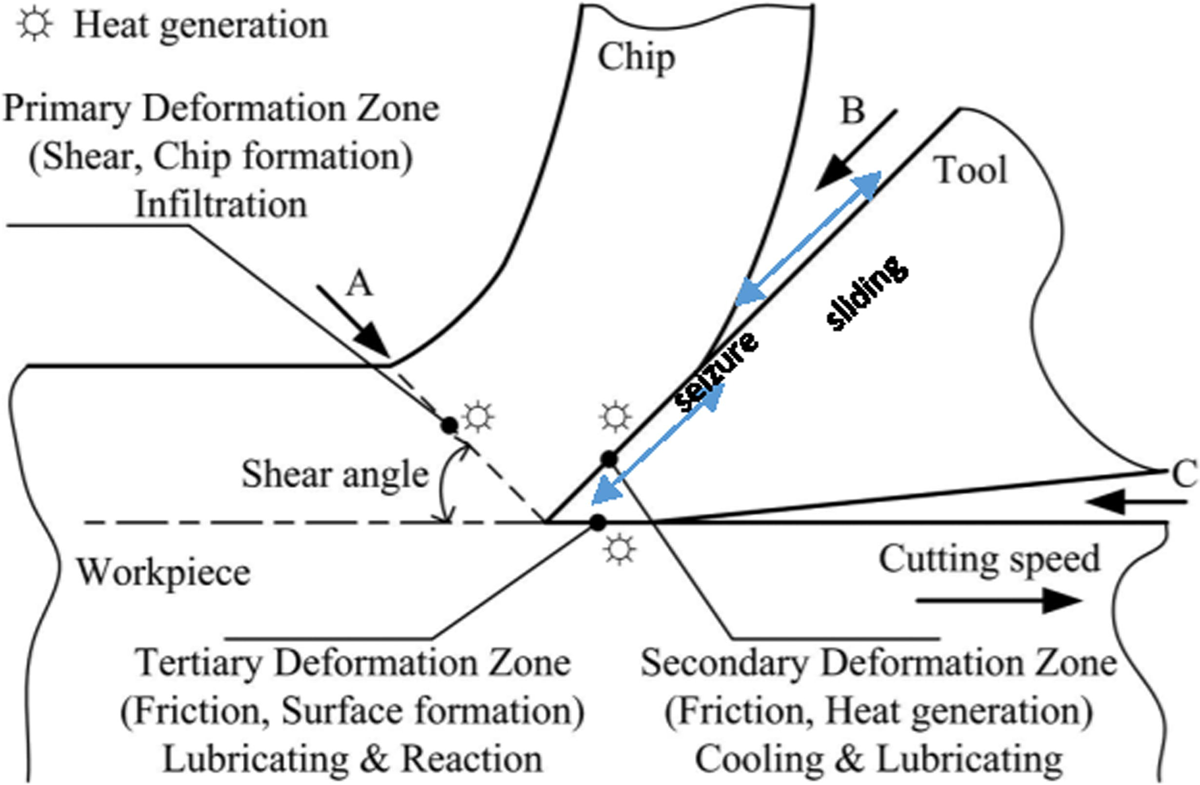
Heat is generated by friction between the surfaces of the two components, in such cases, the increase in deformation rate of the material is related to several factors such as temperature, stress and material properties. Plastic deformation and friction typically result in heat generation in three regions of the tool-workpiece interface, as shown in Fig. 1.
During CNC machining operations, the CNC machine coolant mixture flows through the work area. The coolant flushes chips and particles from the work area like a flood, and then runs into an oil sump at the bottom of the machine, where it is pumped and recirculated to the work area for continuous use.
Coolant cools the workpiece at high machining speeds and lubricates the tool at low speeds. As a result, CNC coolant extends tool life by protecting them from corrosion and preventing workpiece distortion.
To ensure optimal performance, you must monitor, maintain and adjust your CNC machine tool coolant system.
Types Of CNC Machining Coolants
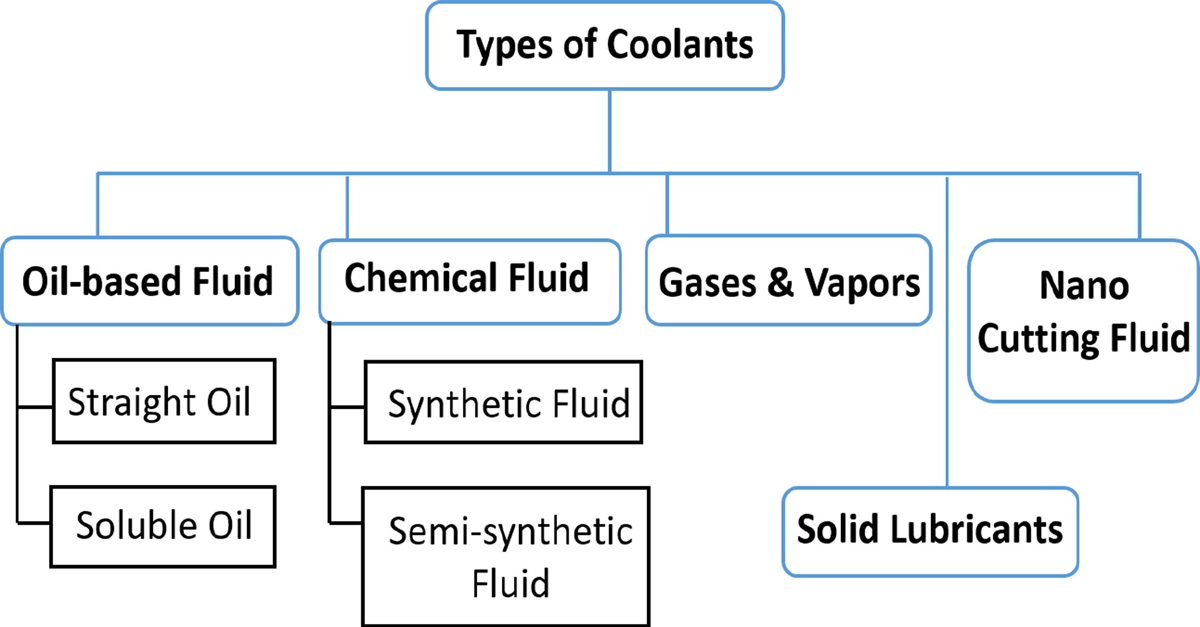
There is a wide range of coolants used in industry and the exact choice depends on its own requirements such as machining process, cutting material, lubricity and cooling effect. Machining coolants can be categorized into four main groups with different formulations to meet the requirements of the machining operation.
For example, animal fat can be added to a coolant to improve lubricity, but it does not help to reduce the temperature caused by the machining operation.
The classification of common coolants is shown in Fig. 2:
Oil-based Fluids
There are two types of oil based fluids, straight oils and soluble oils, the difference between these two is whether water is added or not.
Straight oils do not contain water and most of their components are mineral oils that provide good lubrication at the expense of cooling effect. As a result, straight oils are usually used in low-speed machining operations.
On the other hand, soluble oils can be defined as emulsions or water-soluble oils. The specific heat and thermal conductivity of water is superior to that of oil, while the lubricating effect of oil is superior to that of water. By combining water and oil, the cooling effect of machining and lubrication can be realized at the same time.
Straight Oil
Obtained from petroleum, mineral oils, animals and other elements such as compounds, vegetables and fats, sometimes containing other ingredients such as phosphorus, sulfur and chlorine additives.
Straight oils are usually insoluble in water and provide optimum lubrication and rust protection, better sump life and ease of maintenance.
Since bacteria will only proliferate in fluids with a large water content, straight oils will not become acidic. These oils reduce the amount of force generated when cutting materials with cutting tools, resulting in clean cuts to ensure the surface finish of the workpiece.
Pros
1. Good lubricating properties which reduce friction during machining operations.
2. Ensure excellent finish and minimize tool wear.
3. Affordable and highly compatible with a wide range of materials such as bronze, steel and iron which are commonly used in machinery and equipment.
Cons
1. Poor cooling properties.
2. Require higher maintenance and oil changes due to their high degradation properties.
3. Not suitable for specific high performance applications.
4. Improper handling can have a negative impact on the environment.
Soluble Oil
Also known as emulsions or water-soluble oils, they are typically used in water-soluble cutting fluids. Water-soluble oils usually produce an emulsion when mixed with water, which performs well in diluted form and provides excellent lubricity and heat transfer properties.
Soluble oils are inexpensive and commonly used in the metalworking industry. They consist of 60-90% petroleum, emulsifier or mineral oil and will adhere to the workpiece during machining.
It is ideal for lubrication and provides excellent rust prevention when mixed with specific amounts of rust inhibitors.
Pros
1. The mixing of water and oil contributes to better cooling and lubrication.
2. Ideal for light and medium duty operations, including a variety of ferrous and non-ferrous applications.
3. Heavy-duty soluble oils allow for operations such as straight oil handling tapping and broaching.
Cons
1. Improper maintenance can promote microbial growth of bacteria and fungi in coolant tanks.
2. Oil in the mixture can lead to rust prevention problems, evaporation losses and tramp oil contamination.
Chemical Fluids
Contain a very small amount of oil and mix easily with water. Lubricity and friction reduction depend on the chemicals in the chemical fluid, and additives can be used in them to improve wettability.
Besides this, extreme pressure (EP) additives can be added to reduce the heat formed during machining. Temperature-dependent EP additives react with the metal surface when there is a difference between pressure and temperature. Commonly used temperature-dependent EP additives are phosphorus, sulfur, chlorine, and boron.
Chemical fluids can be classified into synthetic and semi-synthetic fluids.
Synthetic Fluid
The cleanest coolants because they do not contain petroleum or mineral oils.
Synthetic fluids include rust inhibitors and chemical lubricants that break down in water, and these fluids are mixed with water to create metalworking fluids. Synthetic fluids offer high cooling capacity, corrosion protection, ease of maintenance and lubricity, which are primarily used in high-temperature, high-speed machining processes such as surface grinding.
Synthetics are categorized as simple synthetics and complex or emulsifiable synthetics based on their composition, and heavy-duty synthetics are ideal for handling a wide range of machining operations.
Pros
1. High level of microbial control and excellent resistance to rancidity.
2. Excellent corrosion resistance and high cooling capacity.
3. Higher stability when mixed with water.
4. Easy to maintain as they are clean and suitable for a wide range of processing operations.
Cons
1. Machine fluids, such as lubricants, can easily contaminate synthetic fluids. So you must manage and maintain these fluids efficiently.
2. Due to agitation, synthetics can produce fine mist or foam, although they are less susceptible to problems associated with oil-based fluids.
Semi-synthetic Fluid
Mixtures of synthetic oils (polymers) and soluble oils, these fluids contain about 20-30% mineral oil or petroleum, with the remaining percentage consisting of water and emulsifiers. Other elements in the concentrate include biocides, additives, wetting agents and corrosion inhibitors. They are often referred to as chemical emulsions because water is their main ingredient and they are emulsified with water during the concentrate production process.
Semi-synthetic fluids are usually translucent and have good thermal sensitivity.
Pros
1. Premium lubricants for medium to heavy duty applications.
2. Excellent wetting and cooling properties, so cutting can be done at faster feed rates and higher speeds.
3. Low viscosity for better settling and cleaning properties.
Cons
1. The hardness of water can destabilize semi-synthetic fluids, leading to hard water scum deposits.
2. These fluids are easily foamed because their cleaning additives provide less lubrication than soluble oils.
Gases and Vapors
In some processes, coolant is delivered in gaseous form. Commonly used gases or vapors are compressed inert air such as carbon dioxide, freon, argon, helium and nitrogen. Gaseous coolants can be transported by spraying, microlubrication and atomization.
Due to the lack of lubricity in compressed air, they are usually used for cleaning and cooling purposes. However, their permeability to heat sources is superior to coolants in liquid or solid form due to the finer composition and size of their molecules compared to other coolants.
Moreover, the use of compressed air avoids the disadvantages of using water-based liquids. Sometimes, lubrication can be improved by adding a small amount of water-soluble cutting oil to compressed air, called an air-oil mist or aerosol.
The use of gaseous coolants provides better penetration of the cutting area and lower cost, but inhalation of these gases can pose a significant health risk to the operator.
Solid Lubricants
A solid material that reduces friction and wear between the contact points of two surfaces, which provides protection against damage during relative motion.
Solid lubricants can be in the form of dispersed particles or surface coatings. Typically, a solid lubricant is applied to the outside of the workpiece or cutting tool to ensure maximum penetration of coolant between the cutting areas.
Common solid lubricants are inorganic compounds such as molybdenum disulfide, polymer materials (e.g. PTFE) and graphite.
Pros
1. Capable of being used in specific applications under high stresses or loads.
2. High thermal stability to maintain their shape at high temperatures.
3. Can be used in a variety of applications, including tapping and grinding.
Cons
1. Lower ability to dissipate heat compared to fluids.
2. Friction coefficients and wear rates appear to be higher compared to fluid power media such as cutting fluids.
3. The stability of the surface coating film can be reduced due to excessive stress.
4. Chips may adhere to the solid lubricant.
5. Solid lubricants require repeated cleaning or filtering and cooling, resulting in reduced ease of machining operations.
Nano Cutting Fluid
With the development of advanced technologies, machining requires faster and faster cooling, which has become one of the main challenges for the manufacturing industry. Nano fluids have been used to overcome this challenge.
Nano cutting fluid can be defined as a mixture of conventional cutting fluid and nanoparticles. It is made by splitting nanoscale materials such as nanoparticles, nanofibers, nanorods, nanosheets, nanotubes and droplets in a base fluid.
Nano cutting fluids can be categorized into non-metallic nanofluids and metallic nanofluids. Non-metallic nanofluids consist of non-metallic nanoparticles such as copper oxide, aluminum oxide and silicon carbide. In contrast, metallic nanofluids contain metallic nanoparticles such as silver, aluminum, copper, silicon, titanium, iron and zinc.
Nano fluids have high thermal conductivity, better lubrication and surface finish, but nanoparticles are more costly.
What Happens if You Don’t Use Coolant When CNC Machining?
When machining without coolant, there can be a number of negative consequences, which can affect the machining process and the quality of the finished part.
Overheating
Lead to thermal expansion of the workpiece and tool, which can cause dimensional inaccuracies, warping of the part, and even damage to the workpiece.
Tool Wear
The high temperatures and friction generated by cutting accelerate tool wear, so proper cooling and lubrication can extend tool life. In addition, increased tool wear can lead to frequent tool changes, increased downtime, higher costs and reduced productivity.
Chip Clogging
Machining chips can accumulate around the work area, creating a messy and unsafe work environment. Coolant facilitates efficient chip removal. Without coolant, chips remain in the work area, leading to chip clogging, reduced productivity, and poor surface finish.

Stains
In the absence of coolant, fouling from friction between the tool and the workpiece can lead to the formation of chip tumors and result in surface roughness, burrs and other irregularities.
Poor Surface Finish
CNC machining without coolant can cause thermal damage to the workpiece, leaving poor marks and discoloration.
Conclusion
Coolants for CNC machine tools help achieve optimal efficiency in the CNC workshop. These coolants help reduce heat buildup, lubricate cutting tools, and prevent discoloration and failure during machining processes such as CNC milling, turning, or drilling.
Why CYCO
When you need professional help in determining the ideal lubricant type and pressure for your CNC machine, feel free to contact us.
We have the most skilled CNC machinists who are well versed in the right coolant for any application.
If you’re looking for a CNC machining partner that can provide you with the support, quality and speed you need, CYCO is the right choice for CNC machining.
With over two decades of CNC machining experience, we are a one-stop CNC service provider for all your manufacturing needs.




